- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

ความก้าวหน้าของเทคโนโลยี epitaxis SiC ขนาด 200 มม. ของอิตาลี
2024-08-06
การแนะนำ
SiC นั้นเหนือกว่า Si ในการใช้งานหลายๆ อย่าง เนื่องจากคุณสมบัติทางอิเล็กทรอนิกส์ที่เหนือกว่า เช่น ความเสถียรที่อุณหภูมิสูง แถบความถี่กว้าง ความแรงของสนามไฟฟ้าที่มีการแยกส่วนสูง และการนำความร้อนสูง ปัจจุบัน ความพร้อมใช้งานของระบบฉุดลากรถยนต์ไฟฟ้าได้รับการปรับปรุงอย่างมีนัยสำคัญ เนื่องจากความเร็วในการเปลี่ยนที่สูงขึ้น อุณหภูมิการทำงานที่สูงขึ้น และความต้านทานความร้อนที่ลดลงของทรานซิสเตอร์เอฟเฟกต์สนามเซมิคอนดักเตอร์เซมิคอนดักเตอร์โลหะออกไซด์ SiC (MOSFET) ตลาดสำหรับอุปกรณ์ไฟฟ้าที่ใช้ SiC เติบโตอย่างรวดเร็วในช่วงไม่กี่ปีที่ผ่านมา ดังนั้นความต้องการวัสดุ SiC คุณภาพสูง ปราศจากข้อบกพร่อง และสม่ำเสมอจึงเพิ่มขึ้น
ในช่วงสองสามทศวรรษที่ผ่านมา ซัพพลายเออร์ซับสเตรต 4H-SiC สามารถเพิ่มขนาดเส้นผ่านศูนย์กลางเวเฟอร์จาก 2 นิ้วเป็น 150 มม. (ยังคงรักษาคุณภาพคริสตัลเท่าเดิม) ปัจจุบัน ขนาดเวเฟอร์หลักสำหรับอุปกรณ์ SiC คือ 150 มม. และเพื่อลดต้นทุนการผลิตต่อหน่วยอุปกรณ์ ผู้ผลิตอุปกรณ์บางรายยังอยู่ในช่วงเริ่มต้นของการสร้างโรงงานขนาด 200 มม. เพื่อให้บรรลุเป้าหมายนี้ นอกเหนือจากความต้องการเวเฟอร์ SiC ขนาด 200 มม. ที่มีจำหน่ายในท้องตลาดแล้ว ความสามารถในการดำเนินการ Epitaxy SiC ที่สม่ำเสมอยังเป็นที่ต้องการอย่างมากอีกด้วย ดังนั้น หลังจากได้รับซับสเตรต SiC ขนาด 200 มม. คุณภาพดี ความท้าทายต่อไปคือการเติบโตแบบอีพิแทกเซียลคุณภาพสูงบนพื้นผิวเหล่านี้ LPE ได้ออกแบบและสร้างเครื่องปฏิกรณ์ CVD แบบอัตโนมัติเต็มรูปแบบผนังร้อนผลึกเดี่ยวแนวนอน (ชื่อ PE1O8) ที่ติดตั้งระบบการปลูกถ่ายแบบหลายโซนที่สามารถประมวลผลซับสเตรต SiC สูงถึง 200 มม. ที่นี่ เราจะรายงานประสิทธิภาพการทำงานของเอพิแทกซี 4H-SiC ขนาด 150 มม. รวมถึงผลลัพธ์เบื้องต้นของเอพิเวเฟอร์ขนาด 200 มม.
ผลลัพธ์และการอภิปราย
PE1O8 เป็นระบบคาสเซ็ตต่อคาสเซ็ตอัตโนมัติเต็มรูปแบบ ออกแบบมาเพื่อประมวลผลเวเฟอร์ SiC สูงสุด 200 มม. สามารถเปลี่ยนรูปแบบได้ระหว่าง 150 ถึง 200 มม. เพื่อลดเวลาหยุดทำงานของเครื่องมือ การลดขั้นตอนการให้ความร้อนจะเพิ่มผลผลิต ในขณะที่ระบบอัตโนมัติช่วยลดแรงงาน และปรับปรุงคุณภาพและความสามารถในการทำซ้ำ เพื่อให้มั่นใจถึงกระบวนการ epitaxy ที่มีประสิทธิภาพและต้นทุนที่แข่งขันได้ มีการรายงานปัจจัยหลักสามประการ: 1) กระบวนการที่รวดเร็ว 2) ความสม่ำเสมอของความหนาและการเติมสูง 3) ลดการเกิดข้อบกพร่องให้เหลือน้อยที่สุดในระหว่างกระบวนการ epitaxy ใน PE1O8 มวลกราไฟท์ขนาดเล็กและระบบการโหลด/ขนถ่ายอัตโนมัติช่วยให้การทำงานแบบมาตรฐานเสร็จสิ้นภายในเวลาไม่ถึง 75 นาที (สูตรไดโอดชอตกีมาตรฐาน 10μm ใช้อัตราการเติบโต 30μm/ชม.) ระบบอัตโนมัติช่วยให้สามารถขนถ่ายสินค้าได้ที่อุณหภูมิสูง ส่งผลให้ทั้งเวลาในการทำความร้อนและความเย็นสั้นลง ขณะเดียวกันก็ระงับขั้นตอนการอบไว้แล้ว สภาวะที่เหมาะสมเช่นนี้ทำให้สามารถเจริญเติบโตของวัสดุที่ไม่มีการเจือปนได้อย่างแท้จริง
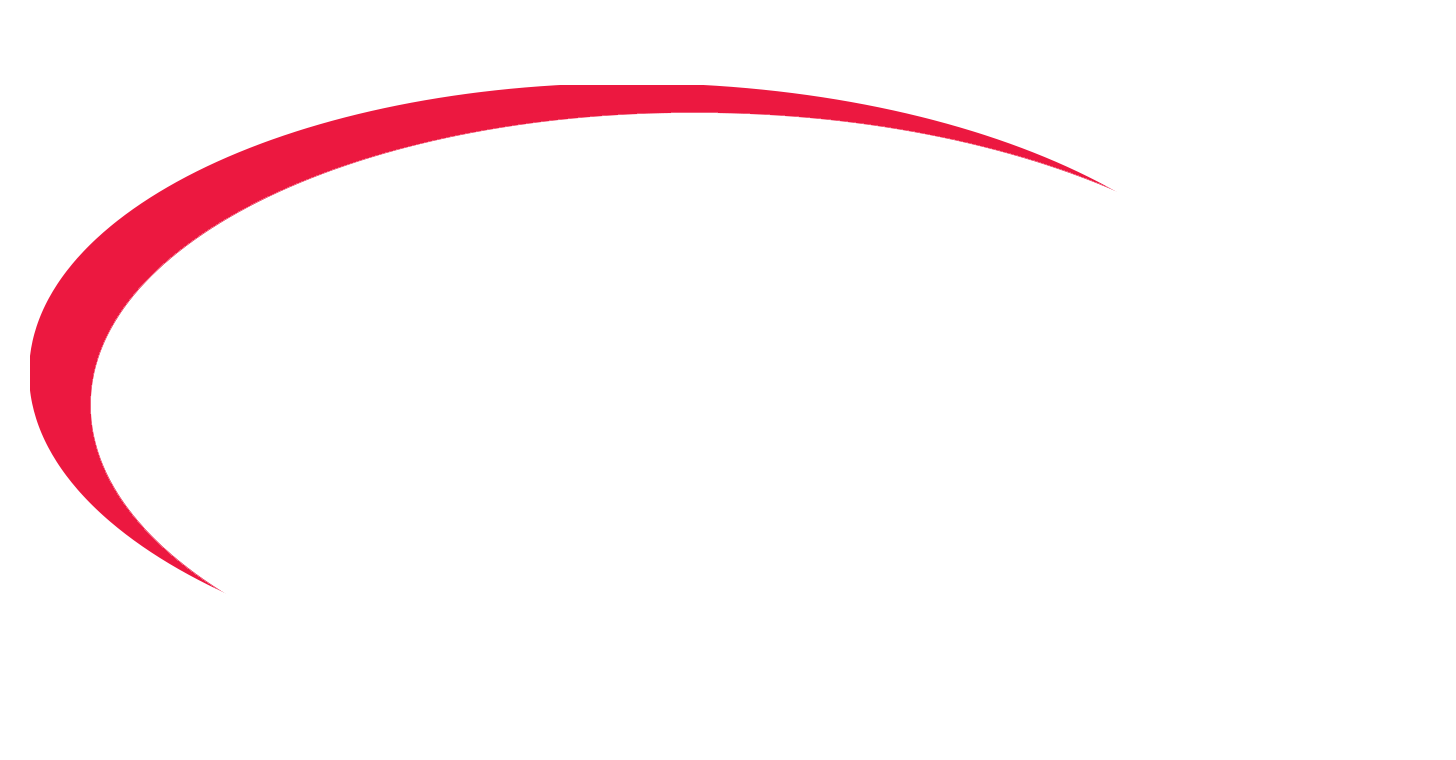
ความกะทัดรัดของอุปกรณ์และระบบหัวฉีดสามช่องส่งผลให้เป็นระบบอเนกประสงค์ที่มีประสิทธิภาพสูงทั้งในด้านสารต้องห้ามและความสม่ำเสมอของความหนา สิ่งนี้ดำเนินการโดยใช้การจำลองพลศาสตร์ของไหลเชิงคำนวณ (CFD) เพื่อให้แน่ใจว่าการไหลของก๊าซและความสม่ำเสมอของอุณหภูมิที่เทียบเคียงได้สำหรับรูปแบบซับสเตรต 150 มม. และ 200 มม. ดังแสดงในรูปที่ 1 ระบบหัวฉีดใหม่นี้ส่งก๊าซอย่างสม่ำเสมอในส่วนกลางและด้านข้างของห้องสะสม ระบบผสมก๊าซช่วยให้เกิดการเปลี่ยนแปลงของเคมีของก๊าซที่กระจายอยู่ในท้องถิ่น ซึ่งขยายจำนวนพารามิเตอร์กระบวนการที่ปรับได้เพิ่มเติม เพื่อเพิ่มประสิทธิภาพการเติบโตของอีพิแทกเซียล
รูปที่ 1 ขนาดความเร็วของก๊าซจำลอง (ด้านบน) และอุณหภูมิของก๊าซ (ด้านล่าง) ในห้องกระบวนการ PE1O8 ที่ระนาบซึ่งอยู่เหนือพื้นผิว 10 มม.
คุณสมบัติอื่นๆ ได้แก่ ระบบการหมุนของแก๊สที่ได้รับการปรับปรุงซึ่งใช้อัลกอริธึมควบคุมผลป้อนกลับเพื่อทำให้ประสิทธิภาพการทำงานราบรื่นและวัดความเร็วในการหมุนโดยตรง และ PID รุ่นใหม่สำหรับการควบคุมอุณหภูมิ พารามิเตอร์กระบวนการ Epitaxy กระบวนการเจริญเติบโตของเยื่อบุผิว 4H-SiC ชนิด n ได้รับการพัฒนาในห้องต้นแบบ ไตรคลอโรซิเลนและเอทิลีนถูกใช้เป็นสารตั้งต้นสำหรับอะตอมของซิลิคอนและคาร์บอน H2 ถูกใช้เป็นก๊าซตัวพา และไนโตรเจนถูกใช้สำหรับการเติมชนิด n พื้นผิว SiC เชิงพาณิชย์ขนาด 150 มม. และพื้นผิว SiC เกรดการวิจัยขนาด 200 มม. ถูกนำมาใช้เพื่อขยายชั้นผิวหนังชั้นนอก 4H-SiC ที่เจือด้วยความหนา 6.5μm ขนาด 1 × 1,016 ซม.-3 พื้นผิวของซับสเตรตถูกสลักในแหล่งกำเนิดโดยใช้การไหล H2 ที่อุณหภูมิสูง หลังจากขั้นตอนการกัดกรดนี้ ชั้นบัฟเฟอร์ชนิด n ถูกปลูกโดยใช้อัตราการเติบโตต่ำและอัตราส่วน C/Si ต่ำเพื่อเตรียมชั้นที่ปรับให้เรียบ ด้านบนของชั้นบัฟเฟอร์นี้ ชั้นแอคทีฟที่มีอัตราการเติบโตสูง (30μm/ชม.) ถูกสะสมโดยใช้อัตราส่วน C/Si ที่สูงกว่า กระบวนการที่พัฒนาแล้วถูกถ่ายโอนไปยังเครื่องปฏิกรณ์ PE1O8 ที่ติดตั้งที่โรงงาน ST ในสวีเดน มีการใช้พารามิเตอร์กระบวนการและการจ่ายก๊าซที่คล้ายกันสำหรับตัวอย่างขนาด 150 มม. และ 200 มม. การปรับพารามิเตอร์การเติบโตอย่างละเอียดถูกเลื่อนออกไปเป็นการศึกษาในอนาคต เนื่องจากซับสเตรตขนาด 200 มม. ที่มีอยู่มีจำนวนจำกัด
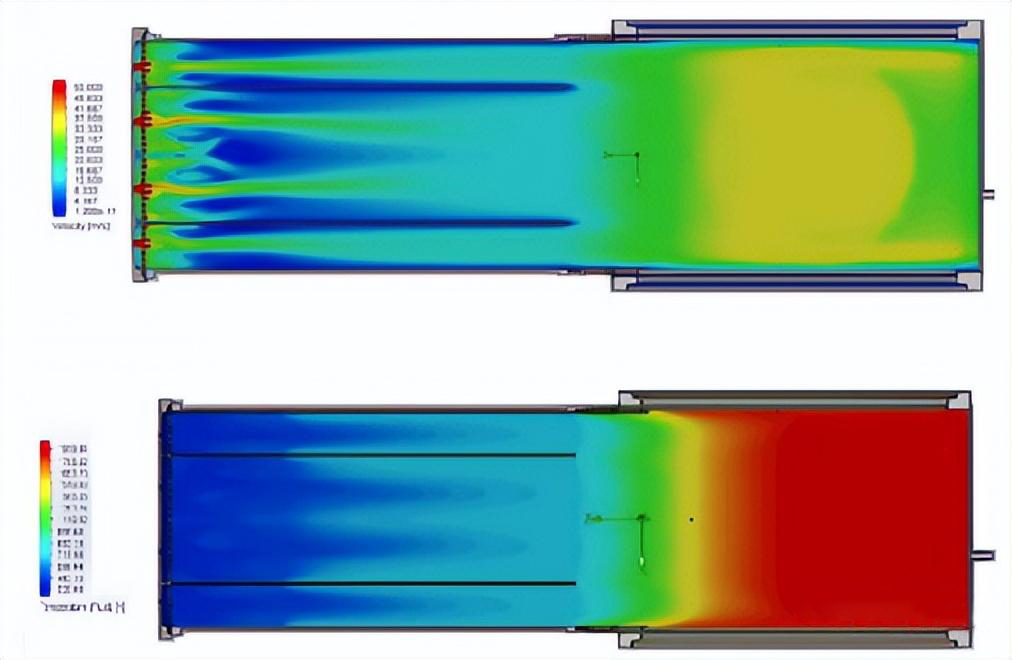
ความหนาปรากฏและประสิทธิภาพการเติมของตัวอย่างได้รับการประเมินโดยหัววัดปรอท FTIR และ CV ตามลำดับ สัณฐานวิทยาของพื้นผิวถูกตรวจสอบโดยกล้องจุลทรรศน์ Nomarski differential Interferential Contrast (NDIC) และแคนเดลาวัดความหนาแน่นของข้อบกพร่องของชั้นกำจัดขน ผลการศึกษาเบื้องต้น. ผลลัพธ์เบื้องต้นของการเติมสารต้องห้ามและความสม่ำเสมอของความหนาของตัวอย่างที่ปลูกโดยปิดผิว 150 มม. และ 200 มม. ซึ่งประมวลผลในห้องต้นแบบจะแสดงในรูปที่ 2 ชั้นกำจัดขนขยายตัวสม่ำเสมอไปตามพื้นผิวของซับสเตรต 150 มม. และ 200 มม. โดยมีการเปลี่ยนแปลงของความหนา (σ/ค่าเฉลี่ย ) ต่ำเพียง 0.4% และ 1.4% ตามลำดับ และความแปรผันของสารกระตุ้น (σ-mean) ต่ำเพียง 1.1% และ 5.6% ค่ายาสลบที่แท้จริงอยู่ที่ประมาณ 1 × 1,014 cm-3
รูปที่ 2 โปรไฟล์ความหนาและการเติมของเอพิเวเฟอร์ 200 มม. และ 150 มม.
ตรวจสอบความสามารถในการทำซ้ำของกระบวนการโดยการเปรียบเทียบความแปรผันระหว่างการทำงานต่อการทำงาน ส่งผลให้ความแปรผันของความหนาต่ำเพียง 0.7% และความแปรผันของสารต้องห้ามต่ำเพียง 3.1% ดังที่แสดงในรูปที่ 3 ผลลัพธ์ของกระบวนการใหม่ขนาด 200 มม. เทียบได้กับผลลัพธ์ล้ำสมัยที่ก่อนหน้านี้ได้รับจากเครื่องปฏิกรณ์ PE1O6 ขนาด 150 มม.
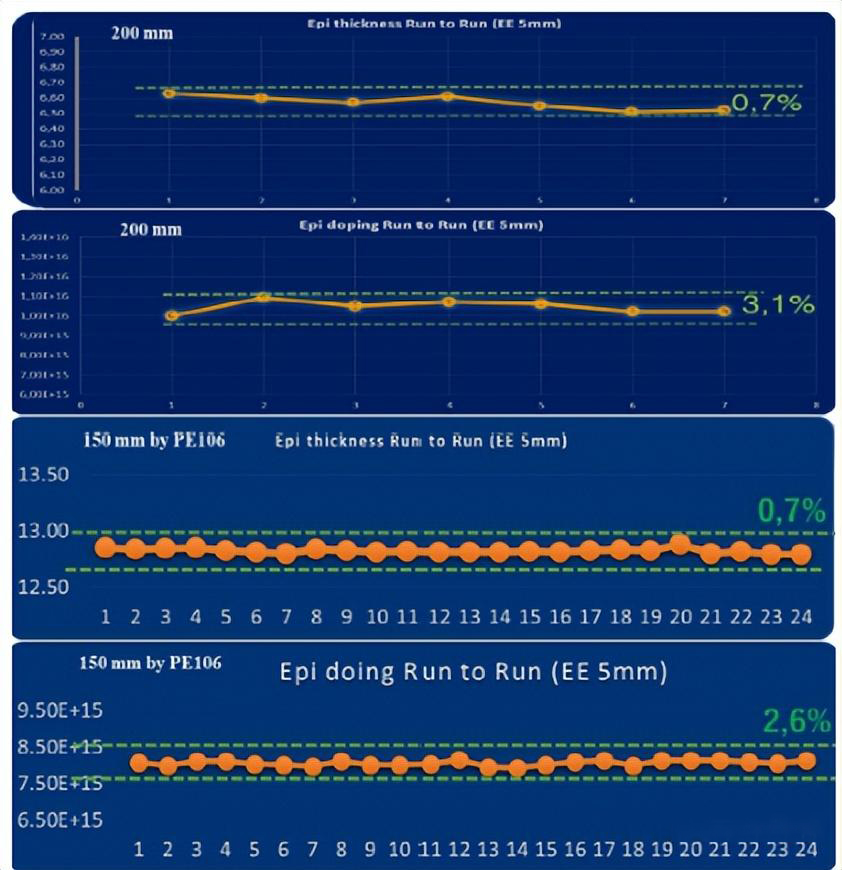
รูปที่ 3 ความหนาทีละชั้นและความสม่ำเสมอของสารต้องห้ามของตัวอย่าง 200 มม. ประมวลผลโดยห้องต้นแบบ (ด้านบน) และตัวอย่างล้ำสมัย 150 มม. ประดิษฐ์โดย PE1O6 (ด้านล่าง)
ในด้านสัณฐานวิทยาของพื้นผิวของตัวอย่าง กล้องจุลทรรศน์ NDIC ยืนยันว่าพื้นผิวเรียบโดยมีความหยาบต่ำกว่าช่วงที่ตรวจพบได้ของกล้องจุลทรรศน์ ผลลัพธ์ PE1O8 จากนั้นกระบวนการจึงถูกถ่ายโอนไปยังเครื่องปฏิกรณ์ PE1O8 ความหนาและความสม่ำเสมอของสารต้องห้ามของเอพิเวเฟอร์ขนาด 200 มม. แสดงในรูปที่ 4 ชั้นผิวหนังจะเติบโตอย่างสม่ำเสมอตลอดพื้นผิวของสารตั้งต้น โดยมีความหนาและความแปรผันของสารต้องห้าม (σ/ค่าเฉลี่ย) ต่ำเพียง 2.1% และ 3.3% ตามลำดับ
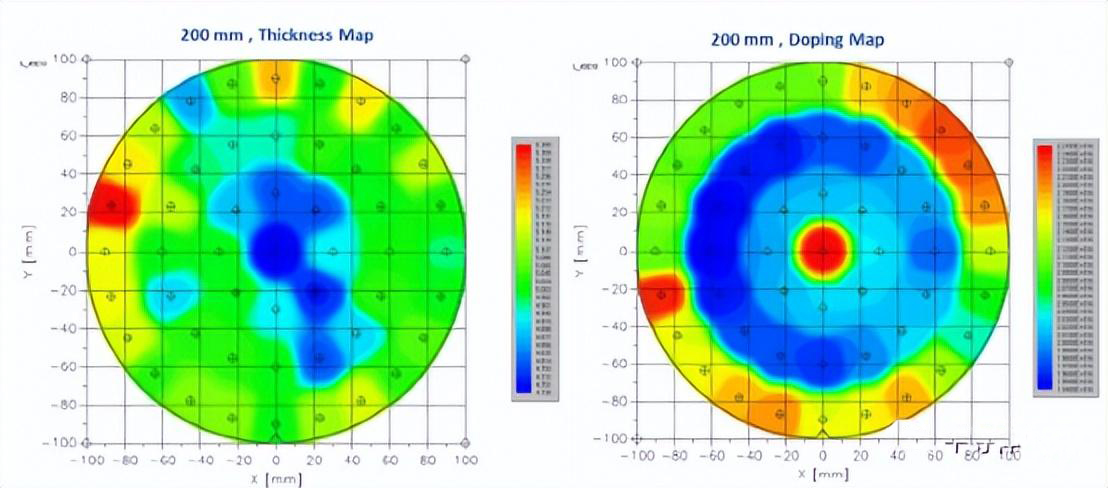
รูปที่ 4 ความหนาและโปรไฟล์การเติมของเอพิเวเฟอร์ขนาด 200 มม. ในเครื่องปฏิกรณ์ PE1O8
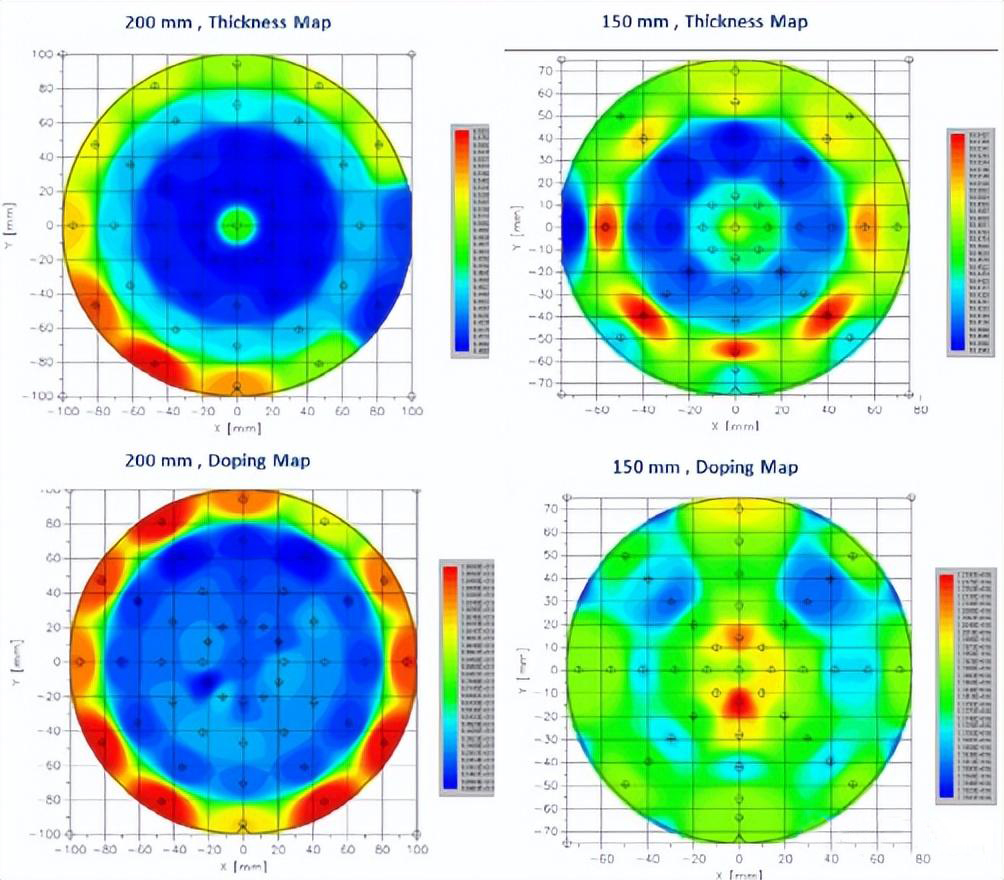
เพื่อตรวจสอบความหนาแน่นของข้อบกพร่องของเวเฟอร์ที่ปลูกโดยเอพิแทกเซียล จะใช้แคนเดลา ดังแสดงในรูป. ความหนาแน่นของข้อบกพร่องทั้งหมดอยู่ที่ 5 ซึ่งต่ำเพียง 1.43 ซม.-2 และ 3.06 ซม.-2 บนตัวอย่างขนาด 150 มม. และ 200 มม. ตามลำดับ ดังนั้น พื้นที่ว่างทั้งหมด (TUA) หลังจากเยื่อบุผิวจึงคำนวณเป็น 97% และ 92% สำหรับตัวอย่างขนาด 150 มม. และ 200 มม. ตามลำดับ เป็นที่น่าสังเกตว่าผลลัพธ์เหล่านี้เกิดขึ้นได้หลังจากการรันเพียงไม่กี่ครั้งเท่านั้น และสามารถปรับปรุงเพิ่มเติมได้อีกโดยการปรับแต่งพารามิเตอร์กระบวนการอย่างละเอียด
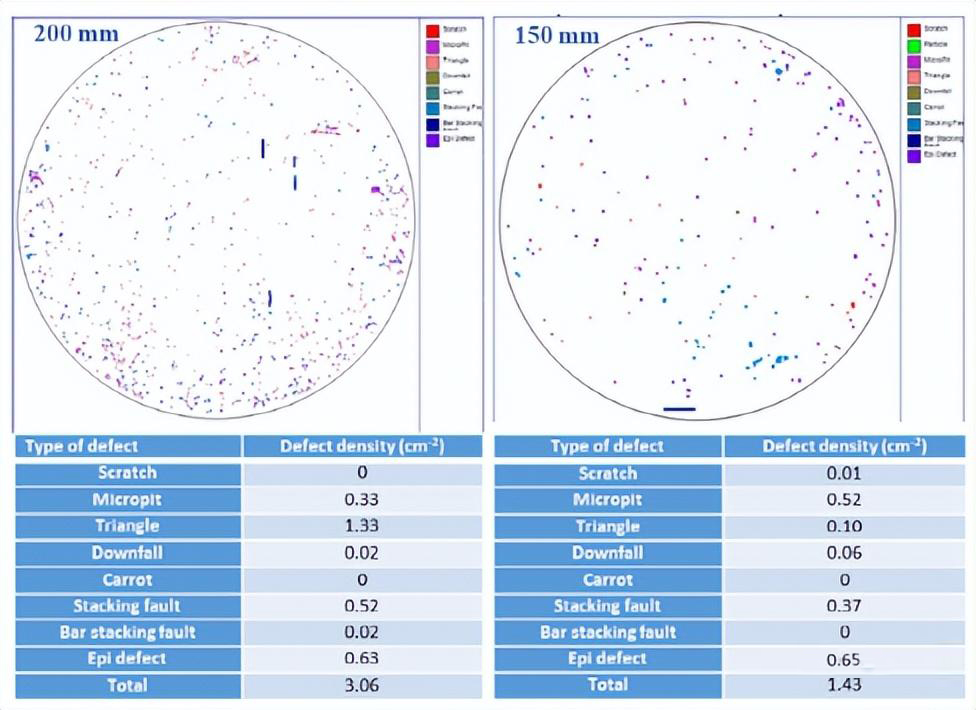
รูปที่ 5 แผนที่ข้อบกพร่องของแคนเดลาของเอพิเวเฟอร์หนา 6μm 200 มม. (ซ้าย) และ 150 มม. (ขวา) ที่ปลูกด้วย PE1O8
บทสรุป
บทความนี้นำเสนอเครื่องปฏิกรณ์ CVD ผนังร้อน PE1O8 ที่ออกแบบใหม่และความสามารถในการดำเนินการเอพิแทกซี 4H-SiC ที่สม่ำเสมอบนพื้นผิวขนาด 200 มม. ผลลัพธ์เบื้องต้นของวัสดุ 200 มม. มีความเป็นไปได้สูง โดยการเปลี่ยนแปลงของความหนาต่ำเพียง 2.1% ทั่วทั้งพื้นผิวตัวอย่าง และประสิทธิภาพการใช้สารต้องห้ามต่ำเพียง 3.3% ทั่วทั้งพื้นผิวตัวอย่าง TUA หลังเยื่อบุผิวถูกคำนวณเป็น 97% และ 92% สำหรับตัวอย่างขนาด 150 มม. และ 200 มม. ตามลำดับ และ TUA สำหรับ 200 มม. คาดว่าจะปรับปรุงในอนาคตด้วยคุณภาพของซับสเตรตที่สูงขึ้น เมื่อพิจารณาว่าผลลัพธ์บนพื้นผิว 200 มม. ที่รายงานในที่นี้อิงจากการทดสอบบางชุด เราเชื่อว่าจะเป็นไปได้ที่จะปรับปรุงผลลัพธ์เพิ่มเติม ซึ่งใกล้เคียงกับผลลัพธ์ที่ล้ำสมัยของตัวอย่าง 150 มม. อยู่แล้ว โดย ปรับพารามิเตอร์การเติบโตอย่างละเอียด